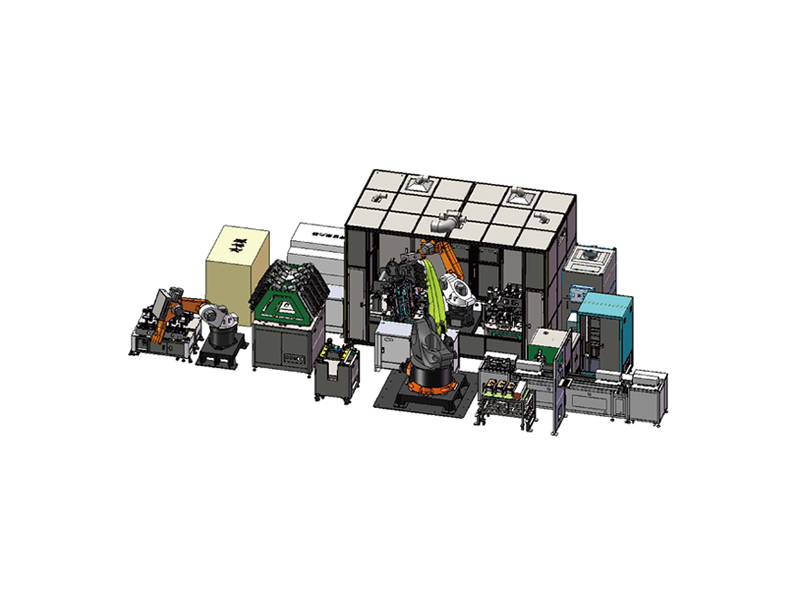


本设备用于锂电池模组Bus-bar与极柱的自动焊接。功能模块包含差数链流水线、模组扫码自动识别模块、上料模组夹具定位模块、电芯极柱拍照焊缝寻址模块、激光振镜焊接模块。焊前CCD拍照激光测距,焊接过程氩气保护、保护气自动切换、烟尘处理,焊后工装压筒清洗,对接MES系统追溯。
兼容多种规格型号的电池模组生产,并能实现快速切换;
设备具备极柱CCD定位与测距,定位准确;
Busbar压紧与定位
焦距自动校正、焊接参数自动反馈、焊接参数自动储存;
焊渣自动清理
大功率振镜焊接效率高
焊接监控,产品全程监控
焊缝剪切力:>1000N
焊缝熔合深度满足:0.5-2mm
PPM(速度):<50s/module(以1P16s计算)
设备一次优率:99.5%,最终合格率:99.95%
设备故障率:≤2%
MTBF(平均无故障时间):>4h

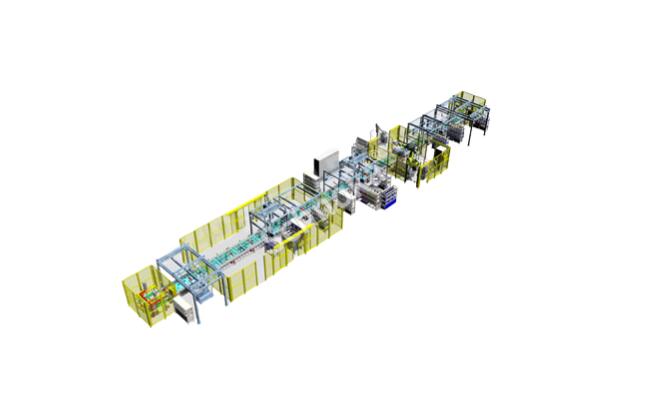
本设备用于锂电池模组Bus-bar与电芯极柱激光焊接。功能模块包含差速链流水线模块、模组夹具、焊前拍照焊缝寻址模块、模组夹具定位模块、激光振镜焊接Busbar模块、焊接过程吹保护气及双瓶保护气自动切换模块、焊接烟雾净化模块、焊后除焊渣模块,焊接过程监控模块,设备对接客户MES系统。采用大族激光自主研发的高功率振镜配合机器人及6000W激光器对模组Busbar激光焊接,焊接质量好(焊缝剪切力>1000N,焊缝熔合深度满足0.5-2mm),焊缝美观,效率高,设备美观大方。
兼容多种规格型号的锂电池模组生产,并能实现快速切换;
CCD寻址,定位准确;
大功率振镜激光焊接,效率高
焊接监控,产品全程可追溯
焊缝剪切力:>1000N
焊缝熔合深度满足:0.5-2mm
PPM(速度):<50s/module(以1P16s计算)
设备一次优率99.5%,最终合格率:99.95%
设备故障率:≤2%
MTBF(平均无故障时间):>4h